冲孔异型铝单板所用数控加工刀具的选择
- 2021-04-13-
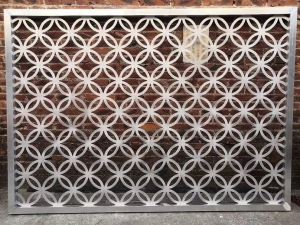
据闻,冲孔异型铝单板的数控切削加工刀具跟传统所用铝合金高速铣削比有着较大不同,传统铝合金加工刀具刃部锋利程度较难达到完好切断冲孔异型铝板结构的要求,较容易在切削时留下大量毛边或使冲孔异型板结构出现倒塌现象,在切削基冲孔异型时毛边现象越为显明。相对于普通铣刀,冲孔异型铝板加工刀具通常设计为底部切断刀片加四周碎屑刀齿组合的形式或为刀片的形式。其刀片式刀具一般用于零件倒角。
带碎屑刀齿的刀具结构的切断刀片直径比碎屑削部分直径大1mm左右。带碎屑刀齿的刀具在进行切削时,切断刀片预先在轴向分离冲孔异型铝板结构,然后由碎屑刀齿部分将分离的冲孔异型结构切碎。
这样一来,在很大方面上增进了冲孔异型铝板件加工的质量。在需要保持大平面或曲率较小的大曲面表面的加工质量时,此类刀具格外适用,另外在零件倒角和倒斜面时也可以应用。
冲孔异型铝单板因结构特征和加工工艺方案的限制,难免需使用铝合金高速加工刀具(小直径刀具通常为整体硬质合金形式)。此种条件下应优先选择螺旋角为45°并且切削刃相对锋利的刀具。有公司在某型机底部蒙皮冲孔异型铝板的数控加工中使用了此类整体硬质合金刀具,从整体的加工成果来看,加工成果不若优良冲孔异型铝板加工刀具,但是产品质量亦达到了较好的水平。
除了刀具结构方面的要求外,针对不同的冲孔异型铝板材质,加工刀具的材料也有不同的要求。以组合式冲孔异型铝单板用切削刀具为例,其碎屑刀齿的部分通常选用高速钢材料,切断刀片则选用硬质合金、金钢石涂层、高速钢等材料。

上一条: 可调节式异形曲面仿石材铝单板的安装结构
相关新闻
- 冲孔铝单板的主要特点
- 冲孔异型铝单板的适用范围
- 铝板木纹喷涂厂家教你如何阻止木纹铝板发生变形?
- 幕墙铝单板厂家详解幕墙铝单板
- 浮雕铝板厂家简解浮雕铝板的几种腐蚀方法
- 氟碳喷涂铝单板的构造及优点
- 铝型材方通厂家施工工艺流程
- 仿石材铝单板的市场前景分析
- 适宜做氟碳拉丝的铝板有哪些?
- 山东幕墙铝单板厂家解析铝单板幕墙的九大优点
- 可调节式异形曲面仿石材铝单板的安装结构
- 详述切削冲孔异型铝单板的数控编程方法
- 浮雕铝板厂家浅说浮雕铝板的施工
- 山东幕墙铝单板厂家对某办公大楼外墙的部分施工
- 山东幕墙铝单板厂家对某大楼外墙的其余施工工序
- 异形铝型材方通吊顶施工的方式方法
- 幕墙铝单板厂家建设外墙装饰工程的流程分析
- 山东幕墙铝单板厂家施工中关键点的控制
- 浮雕铝板厂家生产浮雕式彩色铝板的步骤
- 分析某氟碳拉丝铝板幕墙施工中腻子层的工艺步骤